
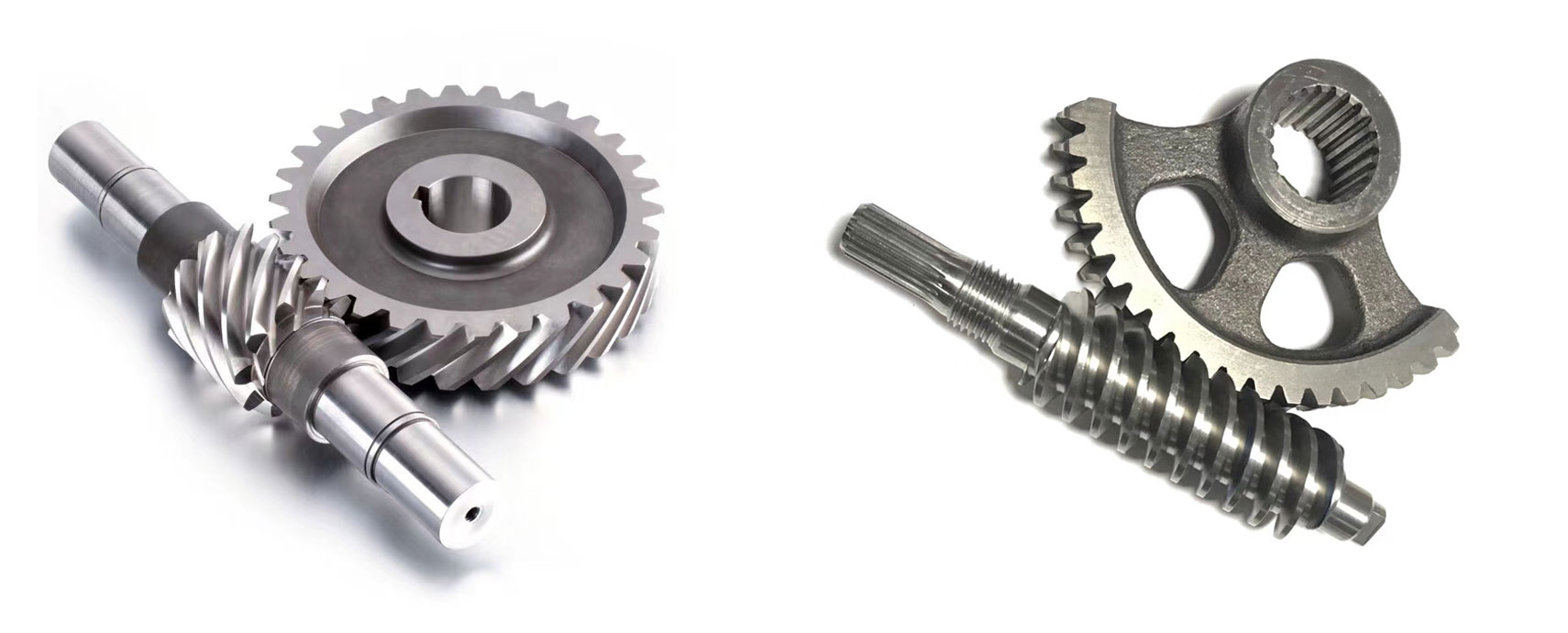


直齒和(hé)曲線齒錐齒輪齒部(bù)的切削(xuē)加工有成形法、仿形法和展成(chéng)法 3種。成形法和仿形法主要用於加工直齒錐齒輪。展成法是利用(yòng)被切齒輪與假想冠輪相齧合的原理加(jiā)工。假想冠輪有平麵冠輪和平頂冠輪兩種(圖9) 。平麵冠輪是(shì)節錐角為90°的錐齒輪,即節錐麵為一個平麵,齒形為直線的齒(chǐ)輪;平頂冠輪是(shì)外錐角為90°的錐(zhuī)齒輪,即外錐麵為一個平麵,其齒形近似於直線。如將刀具刃形做成假想冠輪的齒形(xíng),刃口在空間形成的軌跡(jì)即相當於冠輪的一個齒麵。當被切齒輪與假想冠輪按齧合關(guān)係對滾時,刀具的切削運動便能在齒輪上包絡切(qiē)出正確的齒形。按展成法(fǎ)原理可加工各種錐齒輪。
齒輪加工 齒輪加工 齒輪加工
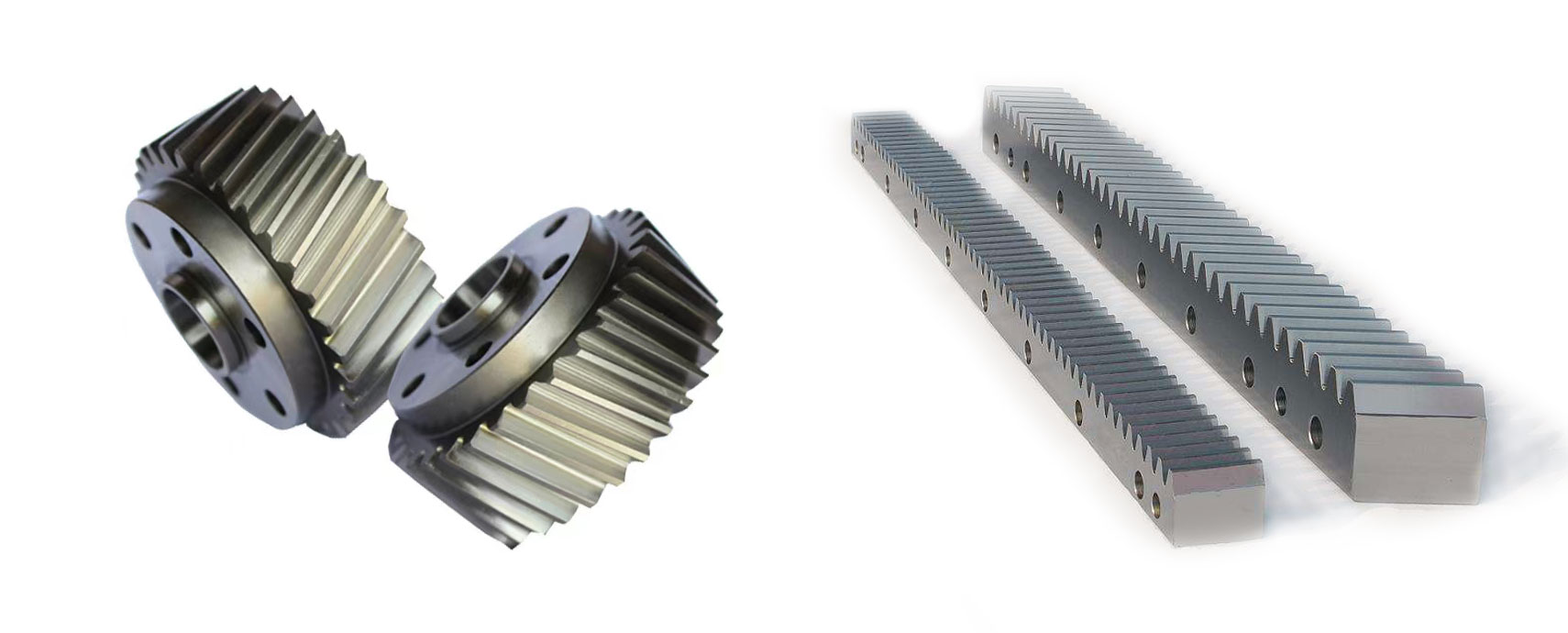
直齒錐(zhuī)齒輪的切齒 直齒(包括斜齒)錐齒輪齒(chǐ)部的(de)切削加工主要有(yǒu)銑齒、刨齒、雙刀盤銑齒和拉銑齒等。
銑齒 利用盤形齒輪銑刀或指形齒輪(lún)銑刀按成形法銑削錐齒輪時,由於錐齒輪的齒形、齒寬和成版人APP网站從大(dà)端到(dào)小端是逐漸(jiàn)變化的,而銑刀齒厚是按齒(chǐ)槽小端的寬度設計的,故須分2~3步才能銑出一個齒槽(圖10),圖中k=齒長×模數(shù)/2×節錐長(毫米)。通常先銑出全部齒(chǐ)槽(cáo)的一個側麵,然後利用輪坯的偏移(yí)和轉位(wèi),再順次將齒槽的另一側銑出。同一模數不同齒數的錐齒輪的齒形不同,故一把銑刀(dāo)隻能加工一段齒數範圍的錐齒輪。銑齒生產率較低,加工精度為 9級(按JB180-60,下同),適於單件或小(xiǎo)批量加工精度要求不高(gāo)的錐齒輪。
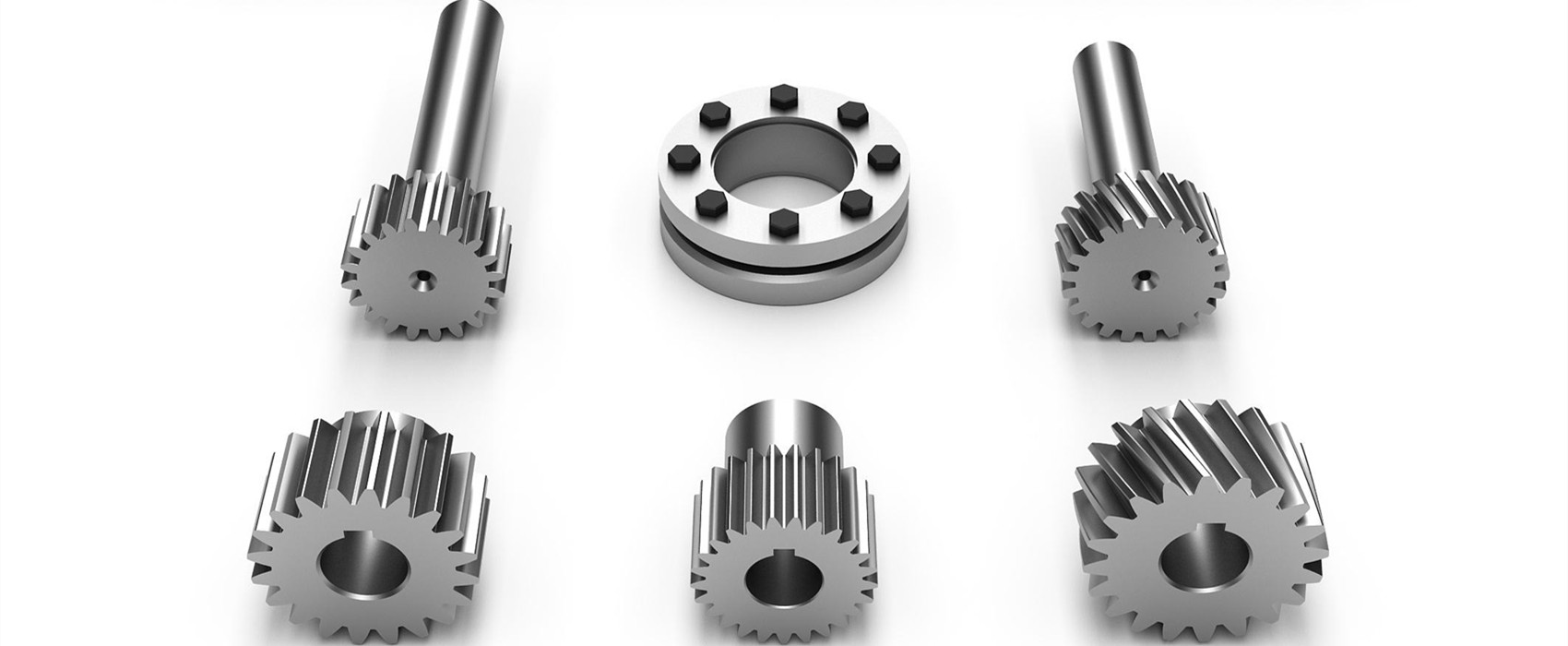
刨齒 有仿形法(fǎ)和展成法兩種。仿形法刨齒是利用一塊將被切齒形放大(dà)了的靠(kào)模板,控製單(dān)刃刨刀(dāo)的刀(dāo)尖運動軌跡(jì)切出齒形 (圖11)。展成法刨齒是利(lì)用成對刨刀分別刨削輪齒的兩個側麵(圖12),刨刀刀刃往複運動的(de)軌跡代表假想冠(guàn)輪(lún)的齒(chǐ)麵。刨齒的精度可(kě)達7~8級(jí),加工模數範圍為(wéi) 0.3~20毫米,生產率雖低於雙刀盤銑齒,但刀具製造簡單。刨齒在(zài)直(zhí)齒錐齒輪加工中應(yīng)用最廣(guǎng)。
齒輪加工 齒輪(lún)加工 齒輪加工
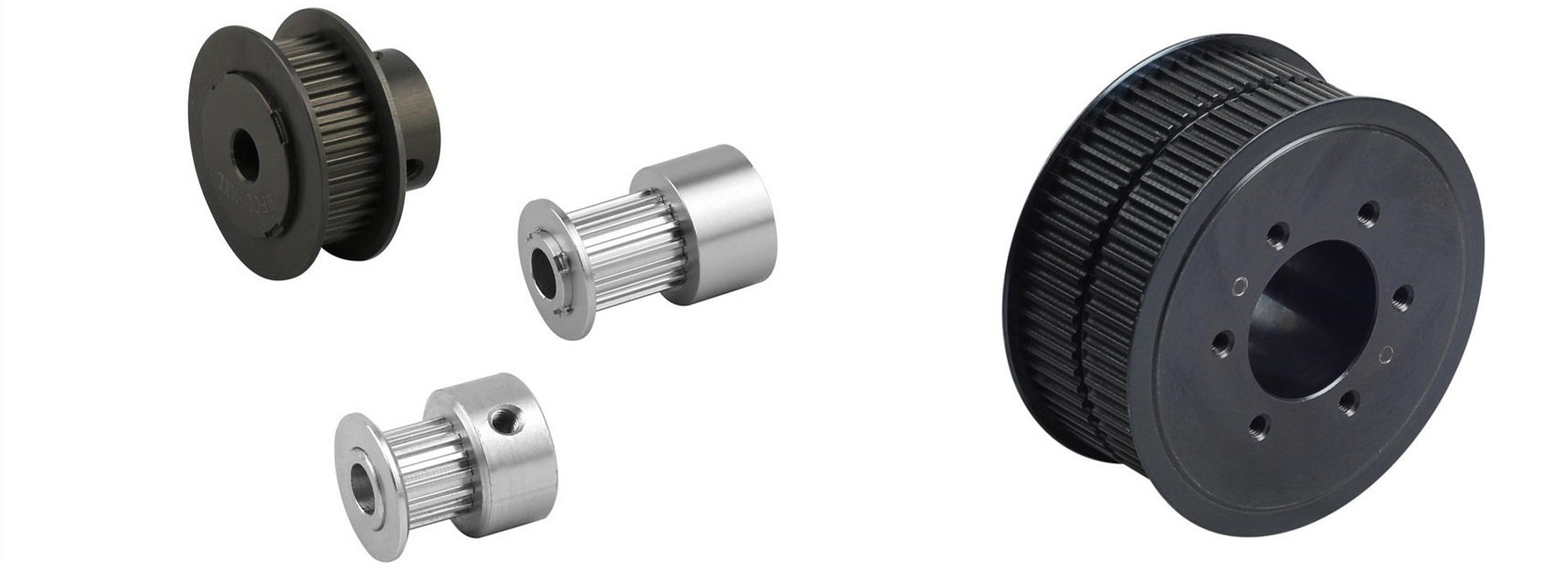
雙刀盤銑齒 利用一對直線(xiàn)刃口在凹錐麵上的盤(pán)銑刀的刀齒互相交錯地分別銑削一個齒槽的兩個側麵 (圖13), 銑出的齒麵略帶鼓(gǔ)形。展成運動可由工件單獨完成,也可由工件與刀具共同完成。由於成對盤銑刀與工件之間無齒長方向的相對運動,切出齒槽(cáo)的底部是圓弧形的,故模數(shù)和齒長都受到(dào)限(xiàn)製。雙(shuāng)刀盤銑齒一般用以加工中、小模數(m ≤6毫米) 的錐齒輪。雙刀盤銑齒生產率較高(gāo),但刀具較複雜,適用於成批生產。
拉銑齒 利用一把大直(zhí)徑的拉- 銑(xǐ)刀盤在回轉一周中(zhōng),從實體輪坯按成形法完成一個齒槽的粗切和精切。在精切刀(dāo)齒之後,刀盤上有一(yī)段不裝刀齒的圓弧空間供工件分齒;也有用兩把刀盤分別進(jìn)行粗切和精切的。拉銑齒的生產率很高,但切出的齒形是近似於漸開線的圓弧曲線,精度較低;且拉-銑刀盤是專(zhuān)用刀(dāo)具,結構複雜,製(zhì)造困難。拉銑齒常用於大批量生產(chǎn)汽車後橋中的差動齒輪。
曲線齒錐齒輪的切齒 曲線齒(chǐ)錐齒輪包括格利森齒(chǐ)製的弧齒錐齒輪和厄利康、克林根貝格齒製的延長外擺(bǎi)線齒錐齒(chǐ)輪兩種,各有不同的切齒方法。
弧(hú)齒錐齒輪(lún)的銑齒(chǐ) 也稱格利林切齒法(圖14)。用格利森銑刀盤按展成法加工,刀盤各(gè)刀齒的(de)旋轉軌跡代表假(jiǎ)想冠輪(lún)(平頂或平(píng)麵冠輪)的輪齒(chǐ)表麵。在機床搖台(一種(zhǒng)展成(chéng)運(yùn)動機構)與被加工齒輪作相對滾動中完(wán)成一個齒槽(或(huò)一個齒側麵)的切削,分齒後再切削另一個齒。這種加工方法稱為間斷展成法。按所用刀具結構和切削輪齒各部分的順序不同,弧齒錐齒輪切齒有多種方法,常用的有4種。①單刀號單麵切削法:利用一把雙麵銑刀盤(pán)分別粗切(qiē)大輪和小輪的輪齒;再利用同一刀盤的(de)外(wài)刀齒精切大輪輪齒的凹(āo)麵;然後用該刀盤(pán)的內刀齒(chǐ)精切大輪輪齒的凸麵。小輪輪齒的凹麵(miàn)和凸麵的精切也用同一刀盤(pán)按大輪的輪齒配切。用這種方法切出(chū)的齒輪質量(特別是齒麵接(jiē)觸區)較差,生產率也較低。但所用刀具和機床較(jiào)少(即大、小輪輪齒的粗、精切隻用一把(bǎ)刀具在一台機床完成),這(zhè)種方法適於單件小批生產質量要求不高的(de)錐齒輪。②單麵-雙麵切削法:利用一把雙麵粗切刀盤和一把雙麵精切刀盤分別承擔大輪(lún)的粗、精切;另用三(sān)把刀(dāo)盤(pán),其中一把承擔(dān)小輪的雙麵粗切(qiē),其餘兩把分別承擔小輪凹麵和凸麵的單麵精切。加工時,若(ruò)隻用一台機床,需將上述五把刀盤依次裝到機床上銑削大輪或小輪的齒(chǐ)麵,這種方法稱為單台單麵-雙麵(miàn)切削法;若用五台機床,則每(měi)道工序都在固定的機床上進行,這種方法稱為固(gù)定安裝法,生產率很高,齒麵質量(接觸區和粗糙度)也較(jiào)好,適用於大批量生產。③半展成法:當大、小輪齒數之比(bǐ)小於2.5時,大輪(lún)可(kě)采用端麵拉刀盤(pán)按(àn)成形法切齒,切出的齒廓是直線形的;而小輪(lún)輪齒的凹麵和(hé)凸麵需分別(bié)按展成法切出,而且(qiě)要(yào)作相(xiàng)應的修正。④雙重雙麵法:大(dà)、小輪齒槽兩側麵的粗、精切都用(yòng)雙麵刀盤切出。若用四台機床和四種刀盤(pán),則生產率(lǜ)比"固定安裝(zhuāng)法"更高,但接(jiē)觸區不易控製,切出的輪齒質量也較差,這種方法適(shì)用(yòng)於模數小於2.5毫米的(de)弧齒錐齒輪的(de)大(dà)批量生產。
延(yán)長(zhǎng)外擺線齒錐齒輪的銑齒 有厄利康銑齒法和克林根銑齒法兩種。
厄利康銑齒法(圖15)是用厄利康銑刀盤按展(zhǎn)成法連續分齒銑出齒麵。銑刀(dāo)盤的端麵有按螺旋線(xiàn)排列的若幹組(zǔ)刀齒。銑刀(dāo)盤旋轉時每組刀齒形成假想冠輪的一個齒,銑刀盤的旋轉與工(gōng)件保持一定的速比關(guān)係。當第一組刀齒(chǐ)切過一個齒(chǐ)槽後,第二組刀(dāo)齒即切下一個齒槽,這樣連續循環,即(jí)可切出全部(bù)齒槽。由機床搖台的回轉和工(gōng)件的附加旋轉(zhuǎn)結合而成的展成運動,使工件獲(huò)得(dé)所需齒形。銑齒時,粗、精切一次完成,銑(xǐ)出的齒是等高齒。


